5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе - обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = 5 ± 2 мм.
Черт. 2 .
Черт. 3.
8. Размер и предельные отклонения катета углового шва К и K 1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в .
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета К п (черт. 4), установленного при проектировании.

Черт. 4 .
Примечание . Катетом К n является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет К n принимается любой из равных катетов, при несимметричном шве - меньший.
(Измененная редакция, Изм. № 3).
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2s мм - для деталей толщиной до 4 мм;
0,1s + 0,5 мм - для деталей толщиной 5 - 25 мм;
3 мм - для деталей толщиной 25 - 50 мм;
0,04s + 1,0 мм - для деталей толщиной 50 - 100 мм;
0,01s + 4,0 мм, но не более 6 мм - для деталей толщиной более 100 мм.
14. Минимальные значения катетов угловых швов приведены в .
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в .
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в рекомендуемом .
14 - 16. (Введены дополнительно, Изм. № 1).
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е , е 1 .
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5°. При этом соответственно может быть изменена ширина шва е , e 1 .
17 - 19. (Введены дополнительно, Изм. № 3).
мм
|
Предел текучести свариваемой стали, МПа |
Минимальный катет углового шва для толщины более толстого из свариваемых элементов |
|||||||
|
от 3 до 4 |
св. 4 до 5 |
св. 5 до 10 |
св. 10 до 16 |
св. 16 до 22 |
св. 22 до 32 |
св. 32 до 40 |
св. 40 до 80 |
|
|
До 400 |
||||||||
|
Св. 400 до 450 |
||||||||
Примечание . Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
мм
|
Катет углового шва для способов сварки |
|||||
|
Ручная дуговая |
В углекислом газе проволокой марки Св-08Г2С диаметром от 1,4 до 2,0 мм взамен электродов типа |
В углекислом газе проволокой марки Св-08Г2С диаметром от 0,8 до 1,2 мм взамен электродов типа |
|||
|
Э42А и Э42 |
Э46А и Э46 |
Э50А и Э50 |
Э42А и Э42 |
Э46А и Э46 |
|
Примечание . Приведенные данные не распространяются на соединения, выполняемые при сварке на удлиненном вылете электрода или на прямой полярности тока.
(Введено дополнительно, Изм. № 1).
мм
|
Катет углового шва для отношения временного сопротивления разрыву металла шва к временному сопротивлению разрыву основного металла |
||||
|
Св. 5 до 8 включ. |
||||
|
Св. 8 до 12 включ. |
||||
|
Св. 12 |
||||
(Введено дополнительно, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН научно-производственным объединением ЦНИИТМАШ.
ИСПОЛНИТЕЛИ
М. М. Борисенко (руководитель темы); В. Д. Ходаков; Е. Г. Старченко.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.07.76 № 1826.
3. Срок проверки 1990 г. Периодичность проверки 5 лет.
4. Стандарт соответствует TGL 14905/03 в части формы и содержания таблиц сварных соединений.
5. ВЗАМЕН ГОСТ 14771-69.
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ.
7. ПЕРЕИЗДАНИЕ с Изменениями № 1, 2, 3, утвержденными в марте 1982 г., декабре 1986 г., январе 1989 г. (ИУС 6-82, 3-87, 4-89).
Каждая продукция или услуга имеет определенные стандарты качества. В России стандарты выполнения сварочных работ соотносятся с ГОСТами. Арматура сваривается при помощи . Качество контролирует документ «Сварка ГОСТ 14771-76».
Этот стандарт качества применяется для выполнения определенных сварочных работ. В этом случае дуговая сварка производится в защитном газе.
Этот стандарт качества указывает основные типы и конструктивные части. Кроме этого, в стандарте указывается размер сварных соединений. Данный ГОСТ применим для работы со стандартной сталью и некоторыми сплавами на никелевой основе. Все работы производятся дуговой сваркой. Сварка происходит в среде защитных газов.
Сварка арматуры ГОСТ – полуавтоматическая сварка
СНиП — сварка может выполняться двумя основными способами. Это: под флюсом и с применением защитных газов.
В этом случае все работы производятся как вручную, так и автоматически. Сварная проволока подается автоматически. При этом специалист должен выставить на сварочном оборудовании необходимую скорость подачи проволоки. Перемещение горелки сварщик производит собственными силами.
Полуавтоматическая сварка арматуры может производиться в самых разнообразных пространственных положениях. Толщина свариваемого материала может колебаться в пределах от 0.5 до 30-и и выше миллиметров. Этим способом можно соединять самые разнообразные материалы. То есть, этим вариантом производится сварка стали 09г2с, цветных и черных металлов.
Во время выполнения данного варианта соединения материала дуга находится в «облаке» защитного газа, который доставляется в место сварки при помощи специального оборудования. Для сварки применяют , углекислый газ и самые разнообразные смеси тех или иных веществ.

Процесс сварки полуавтоматом
Сварщик самостоятельно перемещает электрод по кромке вручную. Расплавленный металл электрода попадает в специальную ванну. Сварочная проволока подается через гибкий шланг к месту сварки. Скорость подачи не должна быть меньше, чем скорость плавления. Для этого вида сварки применяется проволока диаметром от 0.8 до 1.6 миллиметров.
Оборудование для полуавтоматической сварки
Сварка арматуры, ГОСТ предусматривает применение определенного оборудования.
- Сварочные выпрямители. Это оборудование применяется для преобразования тока. Существует три класса выпрямителей: на основании количества обслуживаемых постов и фаз питания. Третий класс зависит от типа вентиля.
- Баллон, наполненный специальным защитным газом.
- Редуктор.
- Шланги.

Типы сварочной проволоки
- Стальная сварочная.
- Стальная наплавочная.
- Проволока из алюминия или сплавов.
- Чугунные прутики.
- Порошковая и легированная проволока.
ГОСТ 14771-76 – полуавтоматическая сварка, техника работы
Во время выполнения работ, защитный газ вытесняет воздух из места производства соединительных работ. При помощи специальных роликов проволока подается в место соединения деталей. Ролики вращаются действием специального двигателя, который располагается во внутренней части . Так как плавление проволоки происходит под воздействием тока, его необходимо доставить к месту сварки.
Это происходит при помощи специального гнутого контакта. Газ подается к месту из баллона. Скорость подачи и дозировка производится в автоматическом режиме. Кроме этого, в некоторых случаях подача и регулировка газа может производиться в ручном режиме.
Расплавленный металл электрода и проволоки подается на место соединения через сопло. Жидкое вещество подается в виде капель и пара.

Технологии полуавтоматической сварки
Стыковая. Это сварка точечным сплошным швом.
Внахлест. В этом случае на шов накладывается небольшой кусочек металла и обваривается двумя способами. Это: сплошной шов или точечная сварка.
Сварка по готовым отверстиям.
Таким образом, арматуру можно сваривать при помощи полуавтоматического сварочного аппарата. При этом необходимо учитывать особенности производства работы. На процесс сварки влияют применяемые материалы. В первую очередь, это газ. Для каждого вида сварочных работ необходимо применять определенный вид газа, который подается к месту соединения деталей.
Во время всего процесса происходит взаимодействие газа и электричества. Это заставляет сварщика с особым вниманием относиться к системе безопасности.
Сварка ГОСТ 14771-76 — это основной стандарт качества для этого вида сварочных работ. ГОСТ включает в себя перечень различных газов, материалов и техники выполнения работ. Если все технические характеристики соответствуют установленным стандартам, тогда работы будут выполняться на должном уровне.

Существует несколько видов сварочных аппаратов. Для того чтобы выбрать подходящий аппарат, необходимо знать принцип его работы. Сварочный аппарат помогает получить качественный и ровный шов. Режимы...
Этот вид журналов относится к технической документации. В этом документе отражается полный объем всех работ, выполняемых сварщиком. Кроме этого, здесь отражено качество, время выполнения той...
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе - обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = 5 ± 2 мм.
Черт. 2 .
Черт. 3.
8. Размер и предельные отклонения катета углового шва К и K 1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в .
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета К п (черт. 4), установленного при проектировании.

Черт. 4 .
Примечание . Катетом К n является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет К n принимается любой из равных катетов, при несимметричном шве - меньший.
(Измененная редакция, Изм. № 3).
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2s мм - для деталей толщиной до 4 мм;
0,1s + 0,5 мм - для деталей толщиной 5 - 25 мм;
3 мм - для деталей толщиной 25 - 50 мм;
0,04s + 1,0 мм - для деталей толщиной 50 - 100 мм;
0,01s + 4,0 мм, но не более 6 мм - для деталей толщиной более 100 мм.
14. Минимальные значения катетов угловых швов приведены в .
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в .
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в рекомендуемом .
14 - 16. (Введены дополнительно, Изм. № 1).
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е , е 1 .
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5°. При этом соответственно может быть изменена ширина шва е , e 1 .
17 - 19. (Введены дополнительно, Изм. № 3).
мм
|
Предел текучести свариваемой стали, МПа |
Минимальный катет углового шва для толщины более толстого из свариваемых элементов |
|||||||
|
от 3 до 4 |
св. 4 до 5 |
св. 5 до 10 |
св. 10 до 16 |
св. 16 до 22 |
св. 22 до 32 |
св. 32 до 40 |
св. 40 до 80 |
|
|
До 400 |
||||||||
|
Св. 400 до 450 |
||||||||
Примечание . Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
мм
|
Катет углового шва для способов сварки |
|||||
|
Ручная дуговая |
В углекислом газе проволокой марки Св-08Г2С диаметром от 1,4 до 2,0 мм взамен электродов типа |
В углекислом газе проволокой марки Св-08Г2С диаметром от 0,8 до 1,2 мм взамен электродов типа |
|||
|
Э42А и Э42 |
Э46А и Э46 |
Э50А и Э50 |
Э42А и Э42 |
Э46А и Э46 |
|
Примечание . Приведенные данные не распространяются на соединения, выполняемые при сварке на удлиненном вылете электрода или на прямой полярности тока.
(Введено дополнительно, Изм. № 1).
мм
|
Катет углового шва для отношения временного сопротивления разрыву металла шва к временному сопротивлению разрыву основного металла |
||||
|
Св. 5 до 8 включ. |
||||
|
Св. 8 до 12 включ. |
||||
|
Св. 12 |
||||
(Введено дополнительно, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН научно-производственным объединением ЦНИИТМАШ.
ИСПОЛНИТЕЛИ
М. М. Борисенко (руководитель темы); В. Д. Ходаков; Е. Г. Старченко.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.07.76 № 1826.
3. Срок проверки 1990 г. Периодичность проверки 5 лет.
4. Стандарт соответствует TGL 14905/03 в части формы и содержания таблиц сварных соединений.
5. ВЗАМЕН ГОСТ 14771-69.
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ.
7. ПЕРЕИЗДАНИЕ с Изменениями № 1, 2, 3, утвержденными в марте 1982 г., декабре 1986 г., январе 1989 г. (ИУС 6-82, 3-87, 4-89).
Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80
| Наименование документа: | ГОСТ 14771-76 |
| Тип документа: | стандарт |
| Статус документа: | действующий |
| Название рус.: | Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры |
| Название англ.: | Gas-shielded arc welding. Welded joints. Main types, design elements and dimensions |
| Дата актуализации текста: | 01.08.2013 |
| Дата введения: | 30.06.1977 |
| Дата актуализации описания: | 01.08.2013 |
| Кол-во страниц в основном тексте документа: | 39 шт. |
| Взамен: | ГОСТ 14771-69 |
| Дата издания: | 01.12.2006 |
| Переиздание: | переиздание с изм. 1 |
| Дата последнего изменения: | 22.05.2013 |
| Поправки и изменения: | Изменение №1 к ГОСТ 14771-76 (1982-08-01) - «Срок действия продлен» Изменение №2 к ГОСТ 14771-76 (1987-07-01) - «Срок действия продлен» Изменение №3 к ГОСТ 14771-76 (1989-03-01) - «Срок действия продлен» |
| Расположен в: | ОКС Общероссийский классификатор стандартов 25 МАШИНОСТРОЕНИЕ (Эта область включает стандарты общего назначения) 25.160 Сварка, пайка твердым и мягким припоем (Включая газовую сварку, электрическую сварку, плазменную сварку, электронно-лучевую сварку, плазменную резку и т. д.) 25.160.40 Сварочные швы и сварка (Включая положение шва и механические неразрушаюшие испытания сварных соединений) |
                                       |
|
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует проводить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе - обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = (5 ± 2) мм.
мм
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. , должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. ).
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. , на детали, имеющей большую толщину s 1 должен быть сделан скос с одной или двух сторон до толщины тонкой детали s , как указано на черт. и . При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва К и K 1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении .
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета К п (черт. ), установленного при проектировании.

Примечание . Катетом К п является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет К п принимается любой из равных катетов, при несимметричном шве - меньший.
(Измененная редакция, Изм. № 3).
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2s мм - для деталей толщиной до 4 мм;
0,1s + 0,5 мм - для деталей толщиной 5 - 25 мм;
3 мм - для деталей толщиной 25 - 50 мм;
0,04s + 1,0 мм - для деталей толщиной 50 - 100 мм;
0,01s + 4,0 мм, но не более 6 мм - для деталей толщиной более 100 мм.
14. Минимальные значения катетов угловых швов приведены в приложении .
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении .
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении .
14 - 16. (Введены дополнительно, Изм. № 1).
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е , е 1 .
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5°. При этом соответственно может быть изменена ширина шва е , e 1 .
17 - 19. (Введены дополнительно, Изм. № 3).
|
Предел текучести свариваемой стали, МПа |
Минимальный катет углового шва для толщины более толстого из свариваемых элементов |
|||||||
|
от 3 до 4 |
св. 4 до 5 |
св. 5 до 10 |
св. 10 до 16 |
св. 16 до 22 |
св. 22 до 32 |
св. 32 до 40 |
св. 40 до 80 |
|
|
До 400 |
||||||||
|
Св. 400 до 450 |
||||||||
Примечание . Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
|
Катет углового шва для способов сварки |
|||||
|
Ручная дуговая |
В углекислом газе проволокой марки Св-08Г2С диаметром от 1,4 до 2,0 мм взамен электродов типа |
В углекислом газе проволокой марки Св-08Г2С диаметром от 0,8 до 1,2 мм взамен электродов типа |
|||
|
Э42А и Э42 |
Э46А и Э46 |
Э50А и Э50 |
Э42А и Э42 |
Э46А и Э46 |
|
Примечание . Приведенные данные не распространяются на соединения, выполняемые при сварке на удлиненном вылете электрода или на прямой полярности тока.
|
Катет углового шва для отношения временного сопротивления разрыву металла шва к временному сопротивлению разрыву основного металла |
||||
|
Идеи  Холодоснабжение фанкойлов расчетУтепление  Подробный расчет мощности чиллер фанкойлУтепление 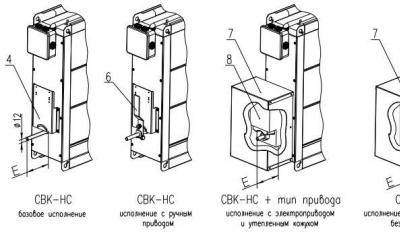 Клапаны с подогревом прямоугольного сечения свк-нс Воздушный клапан свк нс 500 300 у | ||||