Выверка оборудования оптическими приборами. При монтаже промышленного оборудования и конструкций широко используют оптические приборы для выверочных операций, связанных со сборкой узлов и деталей, а также с установкой оборудования в проектное положение. С помощью их выполняют выверку при установке реперов и пакетов подкладок под оборудование, проверяют высотное положение монтируемого оборудования, его горизонтальность, вертикальность и проектный уклон, а также контролируют соосность узлов машины, прямолинейность и перпендикулярность как плоскостей, так и элементов оборудования. Выверку в горизонтальной плоскости осуществляют с помощью нивелира, а в вертикальной - с использованием теодолита.
Оптический способ позволяет с большой точностью произвести выверочные операции и в первую очередь выверку оборудования на горизонтальность и по высоте. Для этого по высотным отметкам реперов, заложенных на фундаменте, предварительно устанавливают оборудование по осям и высоте с использованием штихмаса, линейки и уровня. Затем определяют высотное положение нивелира путем отсчета по рейке от одного или двух ближайших реперов, уточняя среднюю высоту горизонта нивелира, от которой находят высотные отметки всех занивелированных точек оборудования.
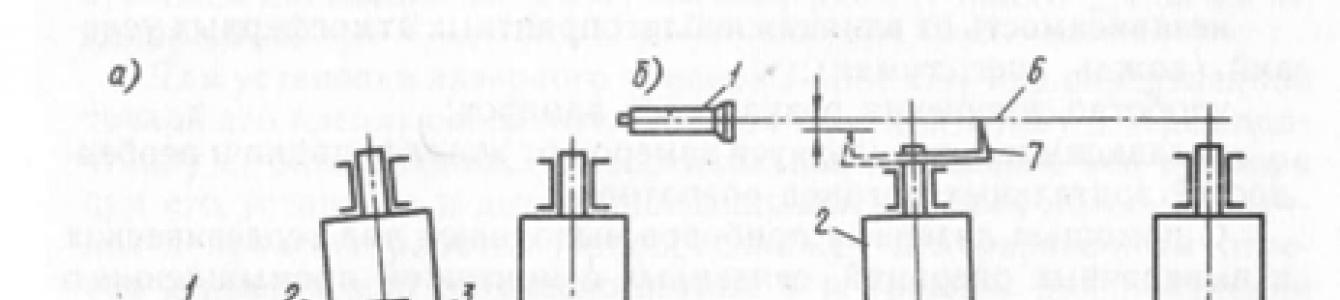
Рис. 66. Схемы выверки плоскости оптическими приборами
а - поверка телескопом и визирной меткой; б - поверка коллиматором и телескопом; в - поверка автоколлиматором и зеркалом; 1 - телескоп; 2 - визирная метка; 3-выверяемая плоскость; 4 - коллиматор; 5 - сетка коллиматора; 6 - объектив телескопа; 7 - сетка телескопа; 8-окуляр; 9 - зеркало
Прямолинейность плоскости контролируют при помощи телескопа и визирной метки, перемещаемой по плоскости (рис. 66, а). Для этой же цели применяют коллимационную установку (рис. 66, б), принцип устройства и работы которой заключается в следующем: вдоль проверяемой плоскости из трубы от низковольтной лампочки посылается пучок света с изображением шкалы, попадающей в объектив телескопа, перемещаемого вдоль проверяемой поверхности. Визирную сетку рассматривают в окуляр. При наличии пересечения оптической оси телескопа с оптической осью коллиматора под углом а световые лучи собираются на сетке телескопа в точке А, не совпадающей с оптической осью. Степень непрямолинейности поверхности определяется величиной смещения АВ шкалы коллиматора относительно визирной сетки телескопа.
При замене телескопа плоским зеркалом (рис. 65, в), от которого пучок параллельных лучей, отразившись, возвращается в коллиматор, в его окуляре наблюдают положение этого луча и по величине отклонения судят о точности установки выверяемого оборудования или плоскости. Такая установка носит название автоколлиматорной оптической системы. При выверке отдельных узлов оборудования на них последовательно ставят зеркало. Для установки автоколлиматора строго горизонтально он снабжается уровнем.
Неперпендикулярность плоскостей, кроме как обычными измерительными приборами, определяют также оптическим способом с помощью телескопа и коллиматора (рис. 67). Этими же приборами проверяют соосность отверстий и валов.
Оптический метод измерений широко используют также при. выверке вращающихся элементов машин (валов, барабанов, роликов и т. п.), оси которых перпендикулярны контрольной оси: Эта выверка выполняется авторефлексионным способом (рис. 68, а), при котором на вращающуюся деталь ставят инструментальную призму с зеркалом, а геодезический прибор устанавливают на оси монтируемого оборудования и визируют его на зеркало. В процессе установки детали добиваются выверки ее так, чтобы отраженный от зеркала луч совпал с падающим лучом.
При монтаже вращающихся деталей используют способ выверки с помощью скобы, закрепленной на выверяемой детали (рис. 68, б). Для этого визирную линию 6 геодезического прибора направляют перпендикулярно оси вращающейся детали, поворачиваемой на 180°, и добиваются изменения положения оси детали до совпадения заостренного конца скобы с визирной линией в обоих положениях выверяемой детали при ее повороте вокруг оси.

Рис. 67. Схема выверки перпендикулярности плоскостей
1 - выверяемая плоскость; 2 - коллиматор; 3 - оптическая призма; 4 - телескоп

Рис. 68. Схемы выверки валов, перпендикулярных заданной оси, оптическим способом
а -с помощью призмы с зеркалом; б -с помощью скобы; 1 - геодезический прибор; 2 - вал; 3 - инструментальная призма с зеркалом; 4 -- ось монтируемого оборудования; 5 - отраженный луч; 6 - визирная линия; 7 - скоба
Выверка оборудования лазерными приборами. В последнее время в практике монтажа промышленного оборудования широко используются лазерные приборы, дающие наибольший эффект с точки зрения технической и экономической целесообразности их применения.
По сравнению с другими приборами подобного назначения лазерные приборы имеют следующие существенные преимущества:
– повышение качества геодезических и монтажных работ за счет точности замеров;
– рост производительности труда за счет автоматизации и совмещения нескольких видов замеров; универсальность приборов; широкий диапазон измерений;
– независимость от влияния неблагоприятных атмосферных условий (дождь, снег, туман);
– удобство получения результатов замеров; независимость результатов замеров от квалификации и особенностей зрительных органов оператора.
С помощью лазерных приборов выполняют ряд геодезических и выверочных операций, связанных с монтажом промышленного оборудования и конструкций:
– разбивку осей и высотных отметок для дальнейшей установки и выверки оборудования на фундаментах и опорных конструкциях;
– выверку монтируемого оборудования в плане, по высоте, на вертикальность и горизонтальность;
– проверку прямолинейности, соосности, перпендикулярности, параллельности и контроль угловых перемещений монтируемого оборудования и его отдельных деталей и узлов; выверку барабанов и других тел вращения.
Перечисленные операции целесообразно выполнять лазерными приборами, если применение последних дает возможность использовать хотя бы одно из нижеперечисленных преимуществ по сравнению с оптическими геодезическими приборами:
– большое расстояние визирования;
– возможность установки оборудования в проектное положение.по световому лучу без предварительного закрепления;
– возможность выполнения измерительных и контрольных работ в условиях плохой видимости и освещенности;
– возможность установки лазерного прибора в стесненных условиях и неудобных местах;
– выполнение контрольных и измерительных работ без использования рабочих высокой квалификации.
Принцип работы лазерной установки основан на использовании пучка излучения оптического квантового генератора (лазера) в качестве измерительной базы для контроля расположения деталей (узлов) монтируемого оборудования и его формы. Лазерная установка состоит из двух основных узлов: лазерного излучателя и блока питания. В настоящее время получили распространение гелий-неоновые лазеры с газоразрядной трубкой. На электроды трубки подают высокое напряжение, и частицы газа испускают свет. Лазерный луч имеет диаметр 1…2 мм с углом расходимости 5… 10. Он несет отчетливо наблюдаемую световую энергию, в отличие от визирной оси оптических приборов, что значительно упрощает технологию выверки оборудования. С увеличением расстояния до 50 м диаметр луча увеличивается до 75… 100 мм, при этом интенсивность его световой энергии ослабляется, поэтому после излучателя устанавливают оптическую систему - коллиматор, уменьшающий угол расходимости луча. По способам приема измерений величин отклонений лазерные приборы подразделяются на визуальные и фотоэлектрические. Ряд лазерных приборов используется на дистанции до 100 м с обеспечением точности ±0,02 мм на длине 10 м.
Для установки лазерного прибора (рис. 69) над определенной точкой его крепят соединительным винтом к штативу через подставку, обеспечивающую вертикальное положение оси прибора при его установке и неизменное направление осей лазерных пучков в процессе работы. Прибор снабжен центрировочным отвесом нитяного или оптического типа и уровнем для получения горизонтального или вертикального направления лазерного пучка. Кроме того, прибор имеет коллиматор - как правило, геодезическую зрительную трубу для фокусировки пучка и наведения его на заданную точку или направление. Лазерный пучок направляется в зрительную трубу оптическими призмами, зеркалами или волоконной оптикой, где он совмещается с визирной осью трубы так, чтобы световое пятно пучка совпало с перекрестием сетки трубы в точке наведения, видимой в оптическую трубу (рис. 70).
Точность измерений при использовании лазерных приборов обеспечивают установкой начальной и конечной марок при совмещении их центров с центрами пятен лазерного луча (рис. 71). Для соблюдения этого условия предварительно строго контролируют правильность расположения плашек и реперов на фундаментах.
Возможность выполнения большого разнообразия работ достигается за счет универсальности лазерных приборов. Так, например, при установке в проектное положение аппаратов колонного и башенного типов, высотных металлоконструкций их выверяют в плане, по высоте и по вертикали. Для этого целесообразно иметь установки многоцелевого назначения, какими и являются лазерные приборы.
Принцип лазерной выверки технологического оборудования на фундаментах заключается в установке его в проектное положение путем регулировочных перемещений с одновременным контролем пространственного положения оборудования лазерным прибором в пределах допускаемых отклонений.
Лазерные приборы начали использовать для измерения расстояний, это позволило значительно увеличить точность и дальность измерений при высокой производительности за счет сокращения времени на эту операцию.

Рис. 69. Схема установки лазерного прибора
1 -лазерный прибор; 2- подставка для прибора; 3 - штатив; 4 - центровочный отвес

Рис. 70. Схема совмещения лазерного пучка с визирной осью
1 - штатив; 2 - подставка; 3 - лазерный прибор; 4 - зрительная труба; 5 - ось зрительной трубы; 6 - точка наведения; 7-ось лазерного пучка; 8 - плашка
Применение лазерных дальномеров эффективно и для разбивки осей, так как с помощью этих приборов можно разбивать оси сразу в двух взаимно перпендикулярных направлениях с использованием электронных датчиков с фоточувствительной регистрацией и передачей результатов на расстоянии. При необходимости разбивки вертикальных осей применяют лазерные зенит-приборы. Для обеспечения направления оборудования протяженных видов и сооружений, таких как подкрановые пути, трубопроводы и т. п., при их монтаже используют также лазерные пучки.
Широкое применение находят лазерные приборы при выверке такого крупногабаритного и тяжеловесного оборудования, как вращающиеся печи. В этом случае процесс выверки значительно упрощается при достижении необходимой высокой точности. Так, для вращающейся печи длиной 185 м при массе 600 т установлен жесткий допуск на отклонение ее оси по всей длине - 5 мм, он свободно контролируется лазерным прибором.
Монтаж корпуса вращающейся печи на роликоопорах состоит из ряда трудоемких и ответственных операций, таких как стыковка секций корпуса, монтаж и центровка венцовой шестерни, установка бандажей, рихтовка холодного и горячего концов печи. Контроль этих операций обычными приборами и инструментом осуществляют последовательно по мере их выполнения с замерами через каждую четверть оборота печи. При использовании лазерного пучка, направленного по оси вращения печи, все монтажные операции с необходимой выверкой ведут совмещенно без вращения печи.

Рис. 71. Схема установки лазерного прибора для соблюдения точности измерения
1 - лазерный прибор; 2 - заданная начальная точка створа; 3 - начальная марка; 4, 8 - стойки марок; 5 - луч лазера; 6 - заданная конечная точка створа; 7 - конечная марка
Для выноса в натуре проектного положения оборудования в плане и по высоте с помощью лазерного пучка исходят от знаков основных осей в плане (плашек) и по высоте (реперов). Лазерный прибор (рис. 72) и ориентирную марку устанавливают над конечными противоположными знаками монтажной оси. При этом прибор должен быть отцентрирован и отнивелирован. Ориентирную марку центрируют над осевым знаком и нивелируют, добиваясь совпадения центра горизонтального лазерного пучка с центром экрана ориентирной марки. Используя передвигаемую разбивочную марку и стальную рулетку, производят разбивку осей на фундаменте, на котором в дальнейшем будет монтироваться оборудование. Разбивочная марка имеет на вертикальном экране прорезь для прохождения лазерного пучка и контрольно-измерительную шкалу для определения высотных отметок. Рулетка служит для фиксации положения продольной и поперечной осей.
При необходимости выверки оборудования одновременно в плане, по высоте и на вертикальность используют лазерные зенит-приборы. Схема такой выверки оборудования показана на рис. 73. В верхней части выверяемого оборудования закрепляют контрольную марку, а в нижней - марку. Марки устанавливают, ориентируясь по рискам, нанесенным на образующей оборудования, и закрепляют на аппарате с помощью магнитных приставок. На непрозрачный экран верхней марки нанесены концентрические окружности и оси координат, а в центре экрана нижней марки имеется отверстие (диафрагма) для лазерного пучка. Лазерный зенит-прибор устанавливают и центрируют на фундаменте на монтажной оси. При выверке аппарата его положение регулируют с помощью подкладок под опорную часть, добиваясь совмещения диафрагмы нижней марки и перекрестья верхней марки лазерным пучком 3, после этого аппарат закрепляют фундаментными болтами. Для аппаратов значительной высоты вместо марок устанавливают фотомишени с регистраторами. Выверку аппарата по высоте выполняют с помощью оптической насадки, преломляющей вертикальный лазерный пучок в горизонтальное направление, добиваясь совпадения его с горизонтальной риской на аппарате путем регулировки положения аппарата по высоте подкладками под опорную часть оборудования.

Рис. 72. Схема построения монтажных осей и выверки основания в плане и по высоте
1 - лазерный прибор; 2 - разбнвочная марка; 3 - лазерный пучок; 4 - ориентирная марка; 5 - рулетка; 6 - фундамент

Рис. 73. Схема выверки аппарата в плане, по высоте и на вертикальность
1 - выверяемый аппарат; 2, 4 - контрольные марки; 3 - лазерный пучок; 5 - лазерный зенит-прибор; 6-фундаментные болты
Сложным и трудоемким процессом является выверка подкрановых путей для мостовых кранов в промышленных зданиях. На рис. 74 показана схема такой выверки. По оси подкранового пути на высоте 100 мм от проектной отметки головки рельса у крайней колонны устанавливают площадку для лазерного прибора а у противоположной колонны закрепляют площадку для ориентирной марки с координатной сеткой. Лазерный пучок в этом случае будет проходить на уровне около 500 мм над проектной отметкой подкранового пути. На приборе устанавливают оптическую насадку, обеспечивающую горизонтальное направление лазерного пучка, параллельного оси А-А подкранового пути и перпендикулярного ему пучка. У ближайшей колонны по оси второй нитки подкранового пути ставят оптическую преломляющую призму, которая направляет лазерный пучок к ориентирной марке второй нитки пути. Параллельность лазерных пучков по осям А-А и Б-Б контролируют путем замера расстояний между ними стальной рулеткой в двух противоположных точках по длине подкранового пути. Для контроля точности монтажа отдельных элементов пути на концах каждого элемента устанавливают две контрольные марки: марку с диафрагмой - у ближнего к прибору конца и марку с координатной сеткой - у противоположного конца элемента.

Рис. 74. Схема выверки подкрановых путей
1 - лазерный прибор; 2. 7- контрольные марки; 3, 4, 5. 6 - ориентирные марки; 8 - оптическая призма; 9 - лазерный пучок
Монтируемые участки подкрановых путей будут установлены в проектное положение в плане, по высоте и по горизонтали, когда лазерный пучок, пройдя через диафрагму марки, попадает в окружность экрана марки, соответствующую заданному допуску. В такой последовательности монтируют и выверяют элементы обеих ниток подкранового пути по всей длине.
Выверенный участок подкранового пути закрепляют, одновременно наблюдая за положением лазерного пучка на экранах марок. При неизменности положения пучка участок пути закрепляют окончательно без дополнительной выверки.

Рис. 75. Схема выверки корпусов подшипников машины лазерным прибором 1 - стена здания; 2 - стенной репер; 3 - лазерный прибор; 4, 9 - начальная и конечная марки; 5 - рейка-призма; 6 - корпуса подшипников; 7 - уровень; 10 - ось монтируемой машины; 11 - лазерный луч

Рис. 76. Схема выверки трубопровода лазерным прибором
1 - штатив; 2 - лазерный прибор; 3 - репер; 4, И - начальная и конечная марки; 5 - стойка, 6 - элемент конструкции; 7 - струбцина; 8 - рейки-призмы; 9 - монтируемый трубопровод; 10 - лазерный луч
Детали и узлы оборудования монтируют в проектное положение, ориентируясь на рабочие реперы на стенах или колоннах здания. На рис. 75 показана схема выверки корпусов подшипников машины лазерным прибором. В этом случае ось машины задается лазерным лучом, проходящим через начальную и конечную марки. Для удобства эту ось направляют несколько ниже (на величину Л) действительной оси машины. Перемещая корпус подшипника в плане, вводят его в створ лазерного луча, добиваясь прохождения в продольные щели обеих реек-призм. Затем выверяют корпус подшипника по высоте так, чтобы лазерный луч проходил по соответствующим одинаковым делениям шкал реек-призм. После этого выверяют остальные корпуса подшипников машин, переставляя на них рейки-призмы.
При монтаже трубопроводов для проверки их прямолинейности также можно использовать лазерные приборы. На рис. 76 показана схема выверки прямолинейности монтируемого трубопровода. В этом случае лазерным лучом, проходящим через начальную и конечную марки, задают ось трубопровода, принимая репер 3 за исходную точку. На каждую из труб или секцию монтируемого трубопровода устанавливают уровни у реек-призм. Выверку с регулировкой пространственного положения трубы до проектного с учетом допускаемых отклонений ведут, добиваясь прохождения луча лазера через щели реек-призм на высоте одинаковых делений шкал на них.
Здесь изложены краткие сведения о выверке промышленного оборудования оптическими и лазерными способами. При необходимости детально ознакомиться с разнообразными оптическими и лазерными приборами, их устройством и использованием следует обратиться к специальной литературе.
Оборудование доставляют в монтажную зону, распаковывают и осматривают (с целью оценить техническое состояние) в присутствии заказчика. Установка оборудования предполагает выполнение операций по его перемещению грузоподъемными средствами в монтажной зоне для размещения на подготовленном фундаменте.
Получить поверхность бетонного фундамента, а конкретнее опорной части, с точностью, позволяющей установленному на нее оборудованию сразу занять требуемое положение, затруднительно. Поэтому технология монтажа предусматривает процесс введения оборудования в проектное положение, который называется выверкой.
Выверка в общем случае предполагает проверку положения оборудования: в горизонтальной плоскости (в плане) на совпадение главных осей оборудования с их отметками на закладных пластинах; по высоте - по отношению к высотной отметке или ранее установленному оборудованию, с которым оно связано кинематически или технологически; по углу наклона к горизонтали (вертикали).
Отклонения оборудования от проектного положения не должны превышать допустимые значения, указанные в документации. Если в этой документации нет специальных указаний, то допускается: смещение осей оборудования и фундамента в плане 10 мм, отклонение от репера по высоте 10 мм, отклонение от горизонтали (вертикали) 0,3 мм на 1 м длины.
Выверку проводят с помощью выверочных приспособлений одно- или многоразового использования, позволяющих изменять положение оборудования по высоте, и измерительного инструмента для определения высотной отметки и угла наклона к горизонтали. Выверочные приспособления, кроме пакета из плоских металлических пластин, являются временной опорой для оборудования. Поэтому после выверки и предварительного закрепления оборудования (рис. 13.1) зазор между рамой оборудования 1 и фундаментом 5, составляющий обычно 50-80 мм, заполняют бетоном 4. При этом бетоном заполняют и колодцы с фундаментными болтами 2. В результате этой операции, называемой подливкой оборудования, после затвердевания бетона достигается максимальная площадь контакта оборудования и фундамента, что уменьшает давление на фундамент и увеличивает силу трения, препятствующую горизонтальному сдвигу оборудования. Но предварительно опорные поверхности оборудования и фундамента подготавливают. С опорной поверхности оборудования, которая будет соприкасаться с раствором бетона, удаляют смазочный материал и краску (при их наличии). На поверхности фундамента размечают и выравнивают площадки для размещения пластин под выверочные приспособления. Причем отклонения пластин не должны превышать: по высоте 10 мм, по горизонтали 10 мм на 1 м длины. Поверхность фундамента, подлежащую заливке бетоном, насекают для разрушения цементной пленки, очищают от загрязнений и обезжиривают, чтобы обеспечить прочное сцепление заливаемого бетона с поверхностью фундамента.
Оборудование ставят на выверочные приспособления, одновременно заводя фундаментные болты в отверстия опорной части оборудования, и собирают болтовые соединения, не затягивая их. Применяют различные выверочные приспособления, например гидравлические и винтовые домкраты, сферические самоустанавливающиеся и клиновые подкладки, выверочные винты, выверочные гайки и пакеты плоских подкладок. Выверочные приспособления многоразового использования удобны в работе с объектом большой массы и значительных габаритных размеров, так как позволяют обойтись без грузоподъемных средств. Выверочные гайки и винты также удобны в работе, но для использования выверочных гаек требуются болты с увеличенной длиной участка с резьбой, а для использования выверочных винтов нужны отверстия с резьбой в опорной части оборудования. Пакеты плоских подкладок (в пакете не более пяти пластин) просты и универсальны, но при каждом изменении положения оборудования по высоте и углу наклона нужно изменять высоту пакетов, поднимая оборудование, а для этого требуется грузоподъемное средство.
При выверке оборудования положение его по высоте измеряют, например, гидростатическим или электронным прибором. Угол наклона к горизонтали определяют брусковым или рамным уровнем, который устанавливают на обработанную поверхность, например, разъема корпуса, фланца, шкива, рамы, в двух взаимно перпендикулярных плоскостях (по главным осям), либо отвесом и штих-масом, если оборудование имеет большую высоту и малую площадь основания. Оборудование подливают бетоном после выверки и предварительного закрепления. А перед подливкой резьбовую часть фундаментных болтов и выверочные приспособления многократного использования изолируют от контакта с бетоном, и устанавливают опалубку, обеспечивающую заполнение бетоном пространства между поверхностью фундамента и оборудованием. Выверочные приспособления и опалубку удаляют, когда прочность бетона достигнет не менее 25 % от проектного значения. Полости, оставшиеся после выверочных устройств заполняют бетоном.
Последующие операции - затяжку болтовых соединений и окончательную проверку значения угла наклона - производят после достижения бетоном прочности, составляющей 70 % от проектного значения. Для затяжки болтовых соединений применяют динамометрические ключи с заданным значением крутящего момента, обеспечивающие требуемую и одинаковую прочность всех болтовых соединений.
Опорные металлоконструкции устанавливают, выверяют и закрепляют на бетонных фундаментах в общем случае по технологической схеме, которая аналогична рассмотренной. После окончательного закрепления металлоконструкции на ней устанавливают, выверяют и закрепляют оборудование. Кинематически связанное оборудование выверяют и закрепляют в определенной последовательности, начиная с базового блока. Причем при наличии двух связанных блоков базовым является более важный, например: насос является базовым при соединении с насосом, а при наличии трех блоков базовым является средний из устанавливаемых, в частности мультипликатор в цепочке компрессор - мультипликатор - электродвигатель. Если блоки соединяются посредством муфты, что в основном и имеет место, то после закрепления на фундаменте базового блока приступают к выверке остальных блоков по углу наклона в направлении, перпендикулярном к их осям, и на соосность с базовым.
Геодезическое обеспечение монтажа. В современном промышленном строительстве и при реконструкции промышленных предприятий геодезическое обеспечение направлено на решение задач по созданию геометрической основы для установки оборудования до начала работ, а также на обеспечение контроля точности его выверки. При этом точность и увязка взаимного расположения машин, агрегатов и конструкций в цехах и соответствие их установки проектному положений) определяются качеством геодезического обоснования монтажа, т.е. созданием геометрической основы промышленного объекта, которой являются разбивочные оси и система высотных отметок.
Геодезическую основу монтажа выполняют строительные организации в процессе проведения геодезических разбивоч-ных работ (построение геодезической разбивочной оси) в соответствии с требованиями СНиП 3.01.03-84. Точность и качество выполнения геодезической основы должны тщательно проверяться монтажниками в процессе приемки строительной части объекта под монтаж оборудования.
Монтажные (технологические) оси располагают параллельно строительным разбивочным осям, совмещая их с осями оборудования. Продольные и поперечные разбивочные оси привязывают к главным осям сооружения, которые, в свою очередь, привязаны к пунктам геодезической основы. Это обеспечивает заданное положение оборудования относительно фундаментов, коммуникаций, строительных и технологических конструкций цеха. При выборе мест расположения монтажных осей учитывают удобство установки оборудования в проектное положение, а также возможность использования этих осей для контроля положения оборудования при эксплуатации.
Выверку оборудования осуществляют относительно высотных отметок и осей, задаваемых соответственно реперами и плашками, а также поверхностями или осями (базами) ранее смонтированного оборудования. Базами выверяемого оборудования (выверочными базами) могут быть исполнительные поверхности, обработанные участки на внешних поверхностях оборудования, установочные (опорные) поверхности и др.
Требования к выбору выверочных (проверочных) баз. Достоверность контроля точности при установке оборудования обеспечивают за счет рационального выбора выверочных (проверочных) баз, используемых для определения соответствия фактического положения * исполнительных поверхностей при установке оборудования заданному проектному положению (под исполнительными понимаются поверхности и оси оборудования, на относительное положение которых заданы в технической документации заводов-изготовителей проектные размеры и их предельные отклонения).
В процессе разработки конструкторской документации на оборудование, выборе выверочных баз и анализе их соответствия требованиям монтажной технологии руководствуются следующими положениями: в качестве выверочных баз используют непосредственно исполнительные поверхности оборудования; выбранные базы должны обеспечивать возможность определения точности положения устанавливаемого оборудования по всем контролируемым параметрам, т.е. должны составлять полный комплект баз; условия поставки и изготовления оборудования, а также выбранные базы должны исключать, как правило, необходимость дополнительных работ на монтажной площадке по разборке оборудования для доступа к внутренним базовым поверхностям. С этой целью в качестве выверочных используют внешние поверхности оборудования или их обработанные участки; конструктивное исполнение выверочных баз должно обеспечивать возможность установки накладных измерительных средств; выбор выверочных баз, не совпадающих с исполнительными поверхностями оборудования, необходимо производить на основе расчетов технологических (сборочных) размерных цепей для различных вариантов баз.
Базы могут быть скрытыми и явными. Скрытой называют базу в виде воображаемой плоскости, оси или точки, а явной - в виде реальной поверхности, разметочной риски, оси или точки. При этом основными считаются монтажные базы, принадлежащие устанавливаемому оборудованию, а вспомогательными - элементам строительных конструкций или ранее установленному оборудованию.
Для определения пространственного положения монтируемого оборудования необходимо иметь комплекты баз, образующих систему координат оборудования и (или) систему координат, относительно которой осуществляют базирование и измерения.
Выявление, назначение и использование баз осуществляют применительно к конкретным операциям или процессам с учетом конструктивных особенностей оборудования и условий монтажа.
Базы, используемые при установке оборудования в проектное положение на месте эксплуатации, по назначению разделяют на монтажные и контрольные. По монтажным базам Осуществляют сопряжение - стыковку узлов и деталей при установке и укрупнительной сборке оборудования. Деталь, с которой начинают сборку изделия, присоединяя к ней сборочные единицы или другие детали, называют базовой. При монтаже в качестве базовых наиболее часто используют корпусные детали и станины.
Для определения положения монтируемого элемента (оборудования, детали) при измерениях используют контрольные базы. В монтажной документации, технологических картах и проектах производства работ контрольные базы подразделяют на выверочные (проверочные) и измерительные. Выверочной является контрольная база, принадлежащая монтируемому элементу и служащая для установки накладных измерительных средств и контрольных приспособлений. По положению этой базы судят о правильности установки оборудования, его узла или детали. В качестве измерительных используют контрольные базы, не принадлежащие монтируемому элементу, т.е. элементы строительных конструкций или базы ранее смонтированного агрегата относительно оборудования (детали).
Монтажные и контрольные базы показаны на рис. 19, где
Рис. 19. Базы при выверке корпуса крупного редуктора центробежного компрессора
1 -- опора корпуса редуктора (основная монтажная база); 2 - поперечная ось редуктора (геодезическая основа); 3 -- плашка закрепления поперечной оси (основная измерительная база для выверки редуктора в плане); 4 -- отвес; 5 -струна для вынесения монтажной поперечной оси редуктора; 6* - малогабаритная нивелирная рейка-линейка; 7 риска, фиксирующая поперечную ось редуктора; 8 » разъем корпуса редуктора (вспомогательная монтажная база для присоединения крышки); 9 - риски, фиксирующие ось расточек подшипников тихоходного вала редуктора (выверочная база для установки корпуса редуктора в плане); 10 - выверочная база корпуса редуктора для его установки по высоте и горизонтали (плоскость разъема); 11 - визирные оси нивелира (вспомогательные измерительные базы); 12 » нивелир; 13 - репер (основная измерительная база для установки по высоте и горизонтали); 14 струна для вынесения монтажной продольной оси привода; 15 -« плашка закрепления оси привода (основная измерительная база для выверки редуктора в плане); 16 - ось привода (геодезическая основа)
приведена схема выверки редуктора центробежного компрессора.
Основная монтажная база основание корпуса редуктора, соприкасающееся с выверочными площадками. Разъем корпуса служит вспомогательной монтажной базой, по которой крышку редуктора присоединяют к основанию корпуса. Для монтажа крышки поверхность ее разъема будет основной монтажной базой. При установке корпуса редуктора в плане используют выверочные базы - риски, нанесенные по его осям. Поверхность разъема редуктора является выверочной базой для его установки по высоте и горизонтали. Контрольными измерительными базами при выверке редуктора служат рабочие оси геодезической основы, закрепленные на плашках, и высотный репер. Для удобства выверки рабочие геодезические оси выполнены в виде струн и отвесов.
→ Монтаж холодильных установок
Разметка опорных конструкций, установка и выверка оборудования
Перед монтажом оборудования выполняют разметку осей и положения оборудования на строительных конструкциях в соответствии с проектом. Затем оборудование устанавливают на опорных конструкциях.
Установкой оборудования называют процесс его перемещения грузоподъемными средствами или такелажной оснасткой от места хранения оборудования на монтажной площадке до места расположения на опорных конструкциях, предусмотренного проектом. Оборудование устанавливают на деревянные брусья, на металлические подкладки, на установочные домкраты или винты или непосредственно на опорные конструкции. После установки оборудование выверяют.
Выверкой называют определение положения оборудования относительно осей, опорных конструкций и смежного оборудования по выполненной разметке и приведение его в соответствие с допусками на отклонения, не превышающими требований инструкций по монтажу. Иногда выверку оборудования совмещают с его установкой.
Разметка опорных конструкций. Её ведут относительно монтажных осей.
Монтажные оси совпадают с горизонтальными проекциями осей машин и аппаратов и располагаются в одной плоскости на 100-200 мм выше зоны монтажа. Монтажными осями служат горизонтальные проекции осей валов, роторов, привода, пересекающихся с ними осей симметрии машин, цилиндров, электродвигателей и т. п. Обозначают монтажные оси натяжением струн. Проекции осей, валов и роторов основного оборудования называют главными монтажными осями. Главные монтажные оси обычно совпадают с осями фундамента и для их обозначения используют те же струны, что и при изготовлении фундаментов.
Положение осей на фундаментах фиксируют установкой плашек (планок), а высотных отметок - установкой реперов.
Плашка (рис. 1, а) представляет собой металлическую пластину размерами 80 X 150 мм с приваренным к ней анкерным стержнем. Анкерный стержень при установке плашки приваривают к арматуре фундамента и бетонируют. На плашке керном наносят точку с точностью не менее ±1 мм и обводят треугольником красной краской.
Репер (рис. 1, б) представляет собой стержень с полукруглой головкой, который также приваривают к арматуре фундамента и бетонируют. Верхняя точка головки репера соответствует проектной высотной отметке с точностью ±0,5 мм. Плашки и реперы располагают в таких местах, где бы они были доступны для выполнения замеров и после монтажа оборудования и коммуникаций. Всю разметку относительно осей на конструкциях выполняют штрихами чертилкой или линиями краской.
Инструмент для разметки и выверки. При разметке и выверке оборудования используют разнообразный инструмент и приспособления. При проверке вертикальности используют отвесы, горизонтальности - слесарные («брусковые») уровни с ценой Деления 0,1 или 0,2 мм на 1 м. При проверке уклонов применяют уровни с регулируемым положением ампулы. Для проверки горизонтальности и вертикальности служат рамные уровни. Для измерения линейных размеров применяют металлические линейки с ценой деления 1,0 и 0,5 мм и длиной до 1000 мм, э для измерения больших расстояний пользуются рулетками. Погрешность линеек не должна превышать ±0,2 мм при длине 1 м. Для измерения зазоров используют щупы длиной 50, 100 и 200 мм с набором пластин толщиной от 0,003 до 2 мм и погрешностью не более 0,01 мм. Для измерения наружных и внутренних линейных размеров с погрешностью не более 0,05 мм применяют штангенциркули и штангенглубиномер. Для точных линейных измерений с погрешностью не более 0,01 мм применяют микрометры с пределами измерений от 0 до 600 мм (через 25 мм до 300 мм и далее через 100 мм), а для внутренних измерений - штихмассы (нутромеры). При измерении биения вращающихся деталей, деформации деталей при затяжке болтов, при центровке валов и муфт применяют индикаторы со шкалой циферблатного типа с ценой деления 0,01 и 0,002 мм. При проверке разности высот удаленных точек, переноса высотных отметок в смежных помещениях, разметке уклонов прокладываемых трубопроводов используют гидростатические уровни с погрешностью измерения до 1 мм, а с применением гидростатической измерительной головки - не более 0,02 мм (рис. 8). При разметочных работах на монтаже, а также при выверке крупного оборудования широко используют геодезические (оптические) инструменты - теодолиты и нивелиры.

Рис. 1. Плашка (а) и репер (б) для фиксации осей и высотных отметок:
1 - планка с анкерным стержнем; 2 - репер; 3 - арматура

Рис. 2. Инструмент, применяемый при монтажных работах:
а - слесарный (брусковый) уровень с микрометрическим винтом регулировки наклона ампулы; б - рамный уровень; в - гидростатический уровень; г - весок отвеса; д - щуп; е - индикатор циферблатного типа; ж - нутромер (штихмасс)
Выверка оборудования. При выверке оборудования используют установочные базы, которые подразделяют на опорные и поверочные.
Опорными базами служат поверхности рам и корпусов, станин и лап оборудования, на которые оборудование опирается при установке на опорные конструкции или прикрепляется к вертикальным или потолочным опорным конструкциям.
Поверочными называют базы, используемые для инструментальной проверки положения оборудования. Поверочными базами служат поверхности оборудования, специально обработанные и указанные в документации завода-изготовителя. В большинстве случаев в качестве поверочных баз используют поверхности валов, разъемы корпусов, торцевые поверхности шкивов, муфт и т. д.
В процессе выверки замеряют отклонения положения оборудования от проектной высотной отметки, от горизонтальности или вертикальности, а также отклонения от соосности, параллельности или перпендикулярности его осей с приводом.
Оборудование выверяют на соответствие высотной отметке и горизонтальность на плоских или клиновых подкладках (рис. 3, а) или бесподкладочным методом.
Количество подкладок в пакете должно быть минимальным, но не более пяти. Уклон клиновых подкладок 1:10 или 1: 20.

Рис. 3. Установка и выверка оборудования на подкладках и бесподкладочным методом:
а - на клиновых подкладках; б -спомощью инвентарных винтовых домкратов; в - на установочных винтах; г. -на установочных гайках; д - на жестких опорах; 1 - рама оборудования; 2 - фундаментный болт; 3 - клиновые подкладки; 4 - установочный домкрат; 5 - установочный винт; 6 - подкладная установочная пластина; 7 - установочная гайка; 8 - тарельчатая шайба; 9 - металлическая пластина жесткой опоры; 10 - стопорная гайка
Домкраты (рис. 3, б) для выверки устанавливают в четырех местах рамы. После выверки между рамой и опорной поверхностью домкратов или подкладок не должен проходить щуп толщиной 0,05 мм.
Применение установочных винтов (рис. 3, в) позволяет совместить процессы установки и выверки оборудования. Перед опусканием оборудования на фундамент винты ввинчивают в раму так, чтобы они выступали за ее опорную поверхность на одинаковую величину (10-30 мм). Опустив оборудование грузоподъемным краном на фундамент, поочередно регулируют его положение винтами, добиваясь горизонтальности с отклонением не более 0,3 мм на 1 м, если нет более жестких требований в технической документации.
После выверки оборудования положение установочных винтов фиксируют стопорными гайками и приступают к подливке фундамента. До подливки резьбовую часть винтов отгораживают опалубкой или обертывают плотной бумагой. После подливки и схватывания бетона установочные винты вывинчивают на 1-2 оборота перед затяжкой фундаментных болтов.
При монтаже оборудования большой массы раму выверяют с помощью установочных винтов, около фундаментных болтов подкладывают пакеты пластин, проверяют щупом прилегание их к раме и затем прихватывают электросваркой.
Подобным же образом выверяют оборудование установочными гайками (рис. 9, г) с тарельчатыми шайбами или без них в том случае, если фундаментные болты заделаны в массив Фундамента.
При установке оборудования на жестких опорах (рис. 3, (3) выверку на горизонтальность не проводят, так как установочные пластины опор выверяют при заделке в фундамент.
Выверку соосности (центровку) машин проводят различными способами в зависимости от конструкции муфты, а также от быстроходности и мощности машины. За базу при центровке берут машину и после выверки ее рамы, проверки торцевого и радиального биения вала и полумуфты (рис. 4, а) стоечными индикаторами прицентровывают электродвигатель. Обычно электродвигатель крепят на раме на салазках, что позволяет перемещать его в горизонтальной плоскости в двух направлениях. В вертикальном положении при выверке соосности электродвигатель перемещают установочными винтами. Допуск на радиальное биение составляет для валов 0,01-Ц 0,02 мм, втулочных и пальцевых полумуфт - 0,03-0,04 мм на 100 мм радиуса.

Рис. 4. Схемы центровки валов:
Различают такие виды несоосности, как параллельное смещение осей 5 и перекос, или излом осей А. Параллельное смещение при одинаковом диаметре полумуфт можно замерить щупом и жесткой линейкой. О перекосе осей судят по изменению торцевого (осевого) зазора а между полумуфтами при повороте вала по отношению к диаметру D, где эти замеры проводят (рис. 4).
Если полумуфты имеют сложную конфигурацию или диаметры валов или полумуфт различаются по величине, радиальные и торцевые зазоры замеряют щупом или индикаторами между установочными местами приспособлений.
Перекос осей рассчитывают по средним значениям зазоров а между торцами полумуфт или соответствующим им зазорам на приспособлениях. Измерения ведут в четырех точках (1, 2, 3 и 4) в четырех положениях вала (/, II, III и IV), поворачивая оба вала на 90° одновременно в направлении вращения и записывая данные в таблицы. (рис. 4, в).
Для расчета перекоса осей используют средние арифметические значения зазоров четырех замеров во всех положениях валов.
Отрицательные значения свидетельствуют о перекосе оси вверх или влево.
Зазоры замеряют при затянутых фундаментных болтах. После окончания монтажа и подливки фундамента проводят окончательную центровку и результаты замеров записывают в формуляр машины или в акт сдачи под пусконаладочные работы.

Рис. 5. Выверка параллельности и перпендикулярности осей» валов и аппаратов:
а - проверка параллельности валов шкивов линейкой и с помощью струны и угольника; б - проверка параллельности осей измерением расстояний между ними; в - проверка перпендикулярности осей приспособлением, поворачиваемым на 180°; г - проверка перпендикулярности осей по закону Пифагора; д - проверка вертикальности аппарата измерением расстояний от струн отвесов до образующих; 1 - линейные меры (линейки, штихмассы); 2 - шкивы; 3 - струны; 4 - угольники; 5 - валы; в - поворотное приспособление; 7 - груз отвеса; в-струна отвеса; 9 - вертикальный аппарат
Проверку перпендикулярности или параллельности осей валов машин и привода выполняют с помощью струн, линеек, рейсмусов, угольников, индикаторов (рис. 5, а, б).
Параллельность осей проверяют измерением расстояний между осями. Расстояния между осями должны быть одинаковыми. Перпендикулярность осей можно проверить по закону Пифагора: отложив на осях, как на катетах, 3 и 4 линейные меры, измеряют гипотенузу, которая должна быть равна 5 линейным мерам (рис. 5, в, г).

Рис. 6. Измерение соосности расточек электроакустическим методом:
1 - стойка; 2 - приспособление для натяжения струны; 3 - струна; 4 - корпус компрессора; 5 - радионаушники; б - батарея алектропита-ния; 7 - штихмасс (места измерений)
Вертикальность аппаратов, колонн, валов выверяют с помощью отвесов, а также измерением расстояний от них до обе рудования (рис. 5, д).
Соосность внутренних расточек монтируемых деталей выверяют с помощью струны, натягиваемой по оси расточки базовой детали (рис. 6). Измерения ведут штихмассом электроакустическим методом. Электрическая цепь состоит из источника питания (батарейки для карманного фонаря), радионаушников, рамы оборудования и струны. При замыкании струны штихмассом в наушниках раздается потрескивание. При большой протяженности струны учитывают ее провисание.
Технологическое оборудование устанавливают и выверяют, совмещая оси машин с монтажными осями, закрепленными на фундаментах под оборудование. Оборудование можно устанавливать непосредственно на фундаменте без подливки или с подливкой цементным раствором, на подкладках с последующей подливкой цементным раствором, на металлических плитах или рамах, установленных и выверенных на фундаменте при помощи подкладок, закрепленных фундаментными болтами и залитых цементным раствором. При этом должны быть выдержаны заданные проектом размеры между траекторией движения обрабатываемой продукции и уровнем пола цеха, для чего на планах цехов наносят основные продольные и поперечные оси машин и привязывают их к продольным и поперечным осям колонн зданий цеха. При выверке технологического оборудования используют базовые детали машин.
Базовыми деталями являются крупные, опорные части машин (станины, плиты, рамы, корпуса), располагаемые в первую очередь непосредственно на фундаменты или другие основания (металлоконструкции). Базовые детали устанавливают в проектное положение, выверяя по трем координатам: двум взаимно перпендикулярным осям в плане и по высоте. В каждом агрегате фиксируют две основные оси - продольную всего агрегата и поперечную ось. К вспомогательным осям относят поперечные оси каждой машины, а в крупных машинах, кроме того, оси приводов машины.
Положение базовых деталей в плане проверяют в натуре по осям-ориентирам, выполненным в виде струн, натянутых вдоль
* Меньшая цифра относится к тяжеловесным материалам (листовая сталь, балки, швеллеры), большая - к легковесным (картон, резина, краски, смазочные материалы)
монтажных осей агрегата. Положение базовых деталей в вертикальной плоскости регулируют с помощью расположенных между опорными плоскостями базовых деталей и поверхностью фундамента башмаков с клиновыми домкратами с последующим размещением металлических подкладок.
Применяют преимущественно плоские подкладки прямоугольной формы, реже - клиновые с уклоном 1:20. По назначению подкладки делят на установочные и регулировочные. К первым относят подкладки толщиной 5-100 мм, а ко вторым - толщиной 0,5-5 мм. Подкладки устанавливают с каждой стороны фундаментного болта на возможно близком от него расстоянии (50-100 мм), обеспечивая плотное прилегание их к бетону фундамента.
Нижние опорные подкладки выбирают в зависимости от диаметра и затяжки фундаментных болтов и массы машины. Промежуточные подкладки, необходимые для обеспечения требуемой высоты машин, принимают по площади на 30-40% меньше опорных. Опытами установлено, что подливка после упрочнения бетона также принимает на себя внешнюю нагрузку.
Подкладки в пакетах должны быть плотно собраны (прихвачены сваркой) и при затянутых болтах не сдвигаться от удара молотком.
При установке машин с помощью клиньев, позволяющих быстрее регулировать выверку их по высоте и в горизонтальной плоскости, клинья закрепляют сваркой после окончательной выверки (рис. 3.1, а).
Ливают на башмаках с клиновыми домкратами (рис. 3.1, б), на винтах, опирающихся на молотообразные головки (рис. 3.1, в), Или на подкладках (рис. 3.1, г).
Быстроходные машины устанавливают на монолитных подкладках, изготовленных по временным подкладкам с точностью до 0,05 мм, и надежно закрепляют.
После выверки координат в плане, базовые детали выверяют по высоте, оставляя припуск 1-2 мм на усадку пакета подкладок, делают предварительную затяжку фундаментных болтов, проводят вторичную проверку, включая проверку на горизонтальность с помощью контрольной лйнейки и уровня, и окончательно затягивают фундаментные болты. Качество затяжки определяют при помощи щупа толщиной 0,05 мм, который не должен проходить на глубину более 5 мм в стыки между гайкой и шайбой и между шайбой и базовой деталью, а в особых случаях измеряют удлинение болта.
Подливку детали делают с одной стороны бетонным раствором на быстросхватывающемся цементе марки не ниже 150 без перерыва не позднее, чем через 48 ч после установки детали. Монтаж прерывают до схватывания бетона (обычно на 72 ч).
Посуда вошла в нашу жизнь и обыденность ещё с древних времен, но её покупка и продажа является до сих пор актуальна. За счет высокого качества керамики и длительности эксплуатации, посуда …
Автоматизированная система инструментального обеспечения - система взаимосвязанных элементов, включающая участки подготовки инструмента, его транспортирования, накопления, устройства смены и контроля качества инструмента, обеспечивающие подготовку, хранение, автоматическую установку и замену инструмента. АСИО …
Взаимоотношения при выполнении ремонтно-обслуживаю - щих работ зависят от структуры производственно-технических связей между владельцами техники и предприятиями технического сервиса, от взаимоотношений последних с заводами-изготовителями. Развитие коммерческого технического сервиса должна быть …